
电话: 15969914006
手机: 15969914006
邮编: 276000
Q Q: 316364999
邮箱: lzx0539@163.com
地址: 山东省临沂市兰陵县神大工业园内
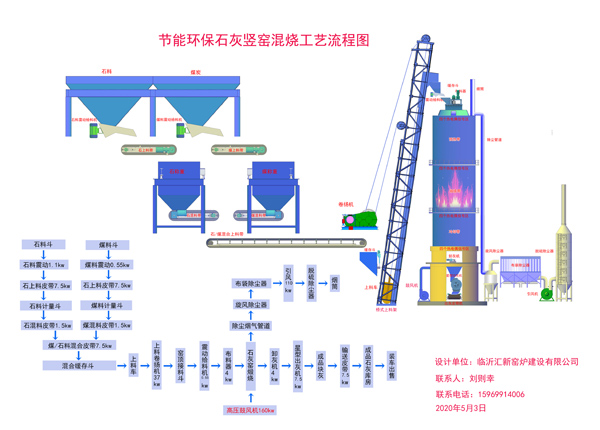
环保石灰窑工艺
一、工艺参数
(1)原料参数
石灰石:粒径: 约20-40mm,40-80mm,80-120mm
含量: CaC03 ≥ 52%; MgO ≤3%; Si02 ≤2.2%;Ai02 ≤ 1%; Fe203 ≤1.3% ;
无烟煤:粒径:10--30mm 热值:5500—6500千卡/kg
含量: 固定碳:≥85%; 挥发份:≤6—8%;
灰 份:≤12%; 硫 份:≤0.5%
外在水份:≤1%; 煤 灰:≤1%;
(2)主要工艺参数
煅烧温度:1000--1200℃;
出灰温度:50—70℃;(包括其他设备运行的及技术参数要满足石灰窑操作的工艺要求)
主要消耗指标:
1T石灰大约为(1.5-1.7T)石灰石煅烧而成
1T石灰消耗6500大卡的无烟煤120-125KG
1T石灰耗电量为10度电左右
(3)产品质量
CaO含量>90%以上 生熟烧率 <7% 活性度 >300
二、流程介绍
1、配料系统:装载机将石料、煤炭分别倒入石料斗和煤料斗内,煤料斗内的煤通过皮带机进入煤计量斗内称重好;石料通过皮带机把干净的石料与称重好的煤同时进入混合计量斗。
2、上料系统:在料车到底重力作用下,混合料斗打开开关门,混合料斗内的石和煤混合料瞬间同时进入提料车,通过卷扬机使提料车缓慢上升,运至窑顶集料斗。
上料可以采用两种运行方式:手动方式和自动方式。
手动方式:由人工在工控机上设定配方的配比,手动控制操作按钮,用PLC控制系统单机开启,根据工控机上的现场反馈数据上料。
自动方式:首先在组态软件里设定好配比及皮带延时等上料参数,然后选择单开还是混料方式,一键实现自动上料。
自动上料控制流程如下:
三、自动上料控制工艺流程:
卷扬机系统:
采用PLC+变频器的自动方式控制卷扬机,需要用变频器进行段速控制,搭载主令控制器、编码器等进行限位控制,返回的顺序跟上料一样,采用慢速启动,快速运行,到限位停车的方式,料车到达窑底的信号输出之后启动下一批次配料系统进行配料,依次类推。
优点:卷扬机采用变频提升启动平缓、加速快,减少对电网的冲击,保护电机过载、过流、过压、缺相等;
在接近窑底和窑顶位置低速运行,中间加速并逐渐转换为高速,提高运行效率;
主令控制器控制位置准确,调节方便,对各限位位置有多重保护,并且具有失电记忆和自动停机保护功能;
卷扬机与机械刹车在电气上同步动作处理,避免意外溜车;
配料系统与提升系统有效结合,弥补了单独操作和效率低的缺点,使整个系统的整合程度更高。
1.布料系统:窑顶集料斗的煤料、石料混合料通过振动给料机,给入旋转布料器,布料器运转均匀的把煤料、石料混合物布入窑体内部。
2.出灰系统:煅烧后的石灰经冷却风冷却后,通过四面卸灰机和星型出灰机将成品石灰卸至出灰皮带上,由出灰皮传送至灰棚或经提升机运至成品料仓。
3.鼓风系统:由高压鼓风机将外边的空气从窑下送到窑内,对石灰进行冷却,经过冷却带的助燃风,温度变高,到达煅烧带,更好的有助于石灰石的煅烧。
4.鼓风机变频系统:用变频器控制鼓风机运转速度,在控制柜内可以根据现场运行的实际情况,灵活的调节变频运行频率,不仅可以保证窑炉燃烧的质量,也可以使风机处于最佳工作状态,能有效的节约电能的损耗,另外变频器对风机有多重保护,可以有效保证电机寿命,平滑的软启动可以减少大电机启动对系统和电网的冲击。
5.组态及温度监控系统:组态软件安装在工控机上,与工控机形成组态系统网络,在完成监控画面之后与PLC进行标准232/485通讯,用于监控当前的上料、提升、出灰等各系统的运行数据,修改上料配比、各延时时间及运行周期等,良好的组态监控系统可以简化操作的繁琐性,把现场的数据更好的反馈到主控室,热电偶或热电阻采集现场温度通过补偿导线传入仪表,通过仪表与工控机的通讯将实时温度在组态中显示。
6.除尘脱硫系统:烟气经管道至旋风除尘器,除去大颗粒粉尘;再进入布袋除尘器,除去小颗粒粉尘;进入脱硫塔内,以特定的流速、角度和方向旋转上升,与布水装置喷出的碱性吸收液逆流接触,反复旋切、碰撞,使液体湿度雾化。将烟气中的硫化物脱除,洁净烟气通过烟囱排空,吸收后的碱液进入脱硫塔底部,排出到沉淀池内,经沉淀后,清水被循环利用。
7.电控系统:采用德国西门子电脑控制系统,全自动化生产线,节约成本,产品质量稳定。